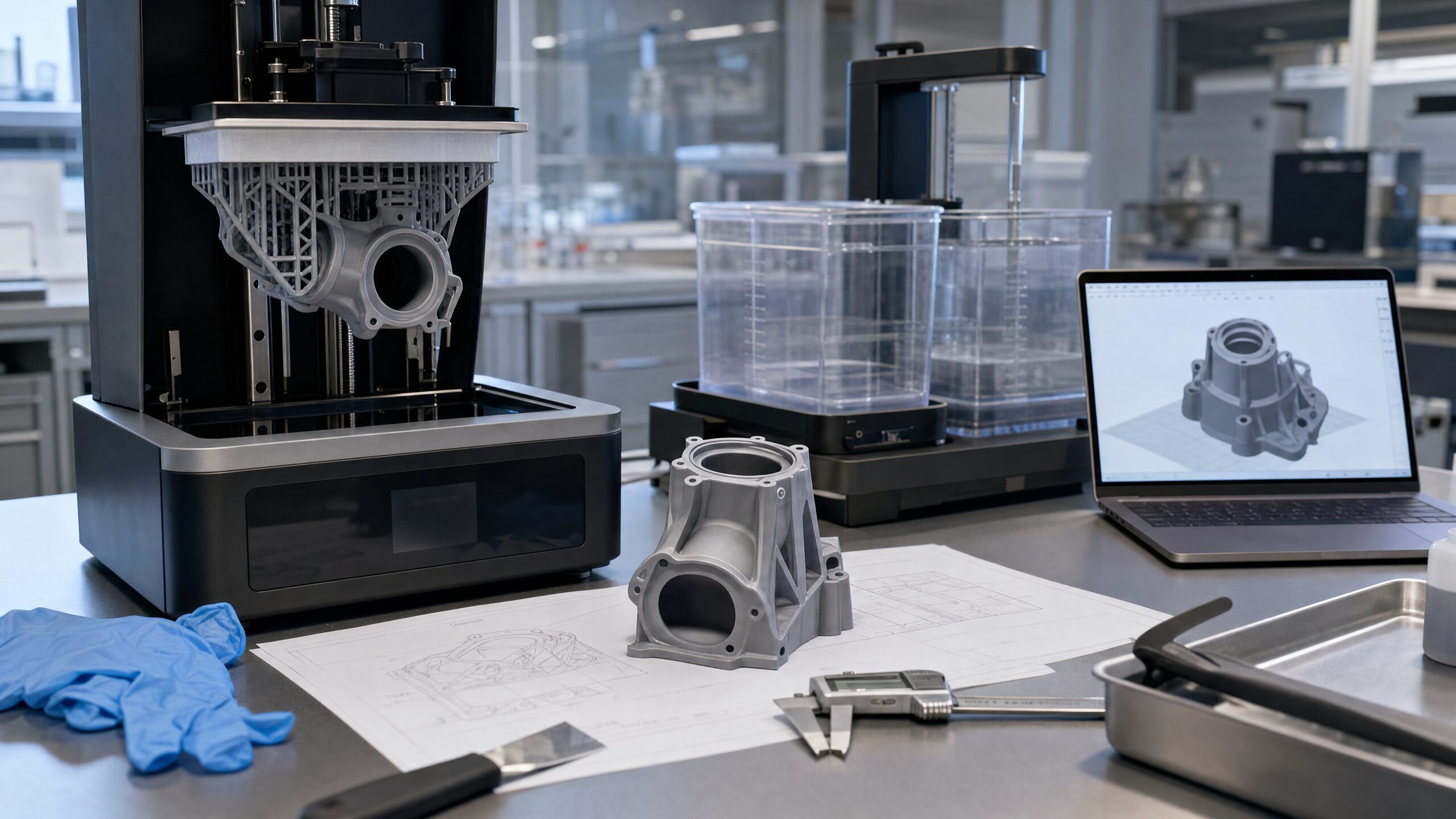
Nel manifatturiero la stampa 3D a resina viene spesso scelta per ottenere superfici lisce, dettagli fini e componenti con geometrie difficili da realizzare in FDM. Il problema nasce quando la precisione dichiarata della macchina viene confusa con la precisione del pezzo finito. Nelle tecnologie SLA, DLP, MSLA e LCD, il componente esce dalla macchina come una green part: è stampato, ma non ha ancora raggiunto le proprietà finali e può ancora cambiare forma, finitura e comportamento meccanico durante lavaggio, asciugatura e post-cura UV.
Per progettisti, ingegneri e uffici acquisti, il dolore tecnico è molto concreto: un componente in resina può apparire perfetto appena rimosso dal piano, ma fallire un accoppiamento, deformarsi localmente, rimanere appiccicoso o diventare fragile se il post-processing non è controllato come parte del processo produttivo. In altre parole, la domanda corretta non è solo “quanti micron fa la stampante?”, ma quale workflow garantisce ripetibilità dimensionale tra CAD, STL, supporti, lavaggio e curing?
Risoluzione non significa automaticamente tolleranza
Le stampanti a resina possono offrire una risoluzione superiore rispetto a molti processi FDM, ma risoluzione, accuratezza e qualità del pezzo non sono sinonimi. Nelle macchine SLA laser entrano in gioco spot del laser, distribuzione di potenza e precisione nel piano XY; nelle macchine DLP/MSLA/LCD contano pixel size, uniformità della sorgente luminosa, collimazione e anti-aliasing. Anche l’altezza layer sull’asse Z influenza tempi, qualità superficiale e probabilità di errore.
Questo significa che un file STL derivato da un buon STEP può comunque generare risultati non conformi se orientamento, supporti, esposizione e post-cura non sono coerenti con le tolleranze richieste. La resina è un materiale fotopolimerico: continua a reagire alla luce UV e al calore, e il processo non termina nel momento in cui la piattaforma si solleva dalla vasca.
Il punto critico: la green part non è ancora il pezzo finale
Dopo la stampa, la parte contiene resina non polimerizzata sulla superficie e non ha ancora le prestazioni meccaniche finali. Un lavaggio insufficiente può lasciare residui che alterano spigoli, fori, sedi e superfici funzionali; un lavaggio eccessivo o troppo aggressivo può invece indebolire dettagli sottili, generare microfessure o compromettere pareti delicate. Per questo il post-processing va documentato con la stessa attenzione con cui si documentano materiale, orientamento e parametri di slicing.
Errori ricorrenti nelle parti SLA/LCD industriali
- Lavaggio troppo breve: residui di resina restano nelle cavità, sulle filettature e attorno ai supporti, provocando superfici appiccicose o quote falsate.
- Lavaggio troppo lungo: l’esposizione prolungata a IPA, bio-etanolo o resin cleaner può rendere fragili alcuni dettagli, soprattutto su pareti sottili e geometrie cave.
- Post-cura non uniforme: zone più esposte agli UV possono irrigidirsi diversamente rispetto ad aree schermate, con possibili variazioni di planarità e accoppiamento.
- Supporti rimossi nel momento sbagliato: se rimossi troppo presto o con utensili inadatti, possono lasciare crateri, segni o deformazioni su superfici funzionali.
- Orientamento non progettato in DfAM: superfici critiche orientate male richiedono supporti in aree di accoppiamento, aumentando rilavorazioni e rischio di non conformità.
Workflow consigliato per parti tecniche in resina
Un flusso professionale parte dal modello CAD e non dalla vasca della stampante. Prima ancora dello slicing occorre definire quali superfici sono funzionali, quali quote sono critiche, quali tolleranze devono essere verificate e quali aree possono accettare supporti o finitura manuale. Questo approccio DfAM riduce il rischio di trasformare una tecnologia ad alta risoluzione in un processo non ripetibile.
Checklist tecnica prima della produzione
- File e mesh: partire da STEP pulito, esportare STL con risoluzione coerente e controllare normali, pareti sottili e mesh non manifold.
- Materiale: scegliere resine engineering, tough, high-temp o elastiche in base a carico, temperatura, urto, chimica e finitura richiesta.
- Orientamento: evitare supporti su sedi, superfici di tenuta, accoppiamenti e riferimenti metrologici.
- Lavaggio: prevedere un primo bagno per rimuovere la maggior parte della resina e un secondo bagno più pulito per la finitura.
- Asciugatura: assicurare evaporazione completa del solvente prima della post-cura UV per evitare aloni, tackiness e difetti superficiali.
- Post-cura: applicare tempi, temperatura e UV coerenti con la scheda tecnica della resina e con la funzione del componente.
- Controllo dimensionale: misurare fori, spessori, planarità e accoppiamenti dopo la post-cura, non solo appena finita la stampa.
Quando la resina è la scelta giusta rispetto al FDM
Rispetto al FDM, la resina è indicata quando servono dettagli fini, superfici estetiche, micro-geometrie, master per stampi, piccoli componenti funzionali o prototipi che devono comunicare forma e finitura in modo realistico. Il FDM resta spesso più adatto per dime, attrezzature, staffe e componenti grandi in materiali come PETG, ASA, PA-CF o altri polimeri tecnici. La scelta non dovrebbe essere basata sul marketing della macchina, ma sulla funzione del pezzo, sulle tolleranze richieste e sul costo totale del workflow.
Domande da porre prima di ordinare una parte in resina
- La quota critica è sul modello, sul pezzo verde o sul pezzo post-curato?
- Le superfici funzionali saranno libere da supporti?
- La resina scelta mantiene le proprietà richieste dopo UV, temperatura e solventi?
- Il componente richiede maschiatura, inserti, verniciatura o incollaggio?
- Serve una tolleranza reale o solo una superficie ad alta definizione?
Conclusione: la precisione nasce dal processo, non solo dalla stampante
Nel contesto industriale, SLA e LCD possono essere strumenti molto efficaci per prototipi funzionali, componenti dettagliati e piccole serie. Tuttavia, il risultato non dipende solo dalla risoluzione XY o dall’altezza layer: dipende dalla coerenza tra CAD, mesh, orientamento, supporti, materiale, lavaggio, asciugatura, post-cura e controllo finale. Se il post-processing viene trattato come una fase secondaria, il rischio è produrre pezzi belli da vedere ma non idonei al montaggio.
Hai un file CAD, STEP o STL da validare prima della produzione? 3D LabAloise può aiutarti a valutare geometria, materiale, tolleranze e workflow di stampa FDM o resina prima di impegnare tempo e budget. Richiedi una valutazione tecnica dalla pagina contattaci e invia il tuo modello per un’analisi preliminare.

