Il Dolore Tecnico: Perché le Parti in Resina Falliscono Dopo la Stampa?
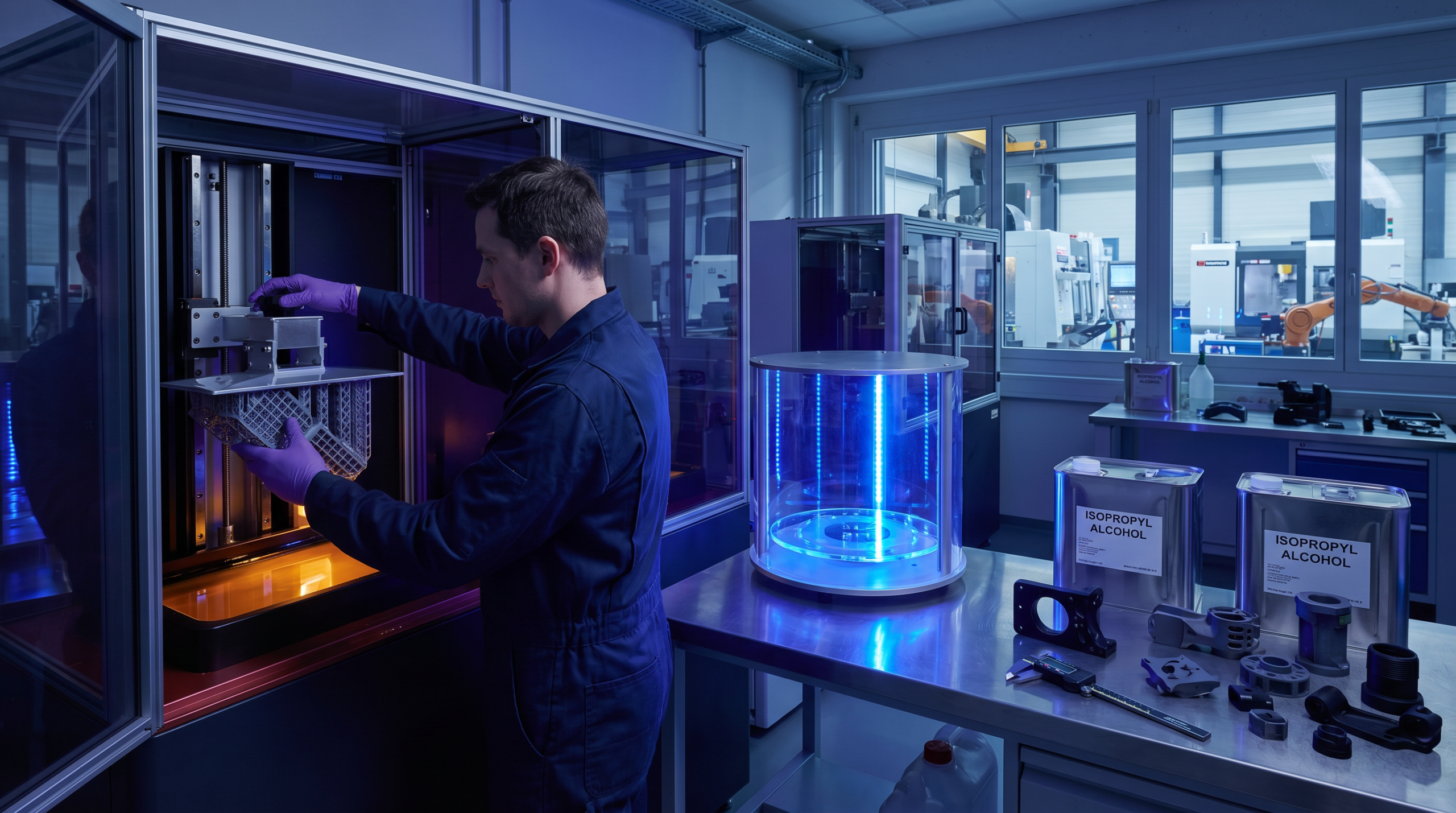
Nella stampa 3D professionale basata su tecnologie SLA (Stereolitografia) e LCD, la fase di stampa rappresenta solo metà del processo produttivo. Molti ingegneri e progettisti industriali si scontrano con un problema ricorrente: componenti che appaiono perfetti sul piano di stampa, ma che sviluppano fragilità meccanica, micro-cricche o deformazioni (warping) nei giorni successivi. Questo “dolore tecnico” è quasi sempre imputabile a un post-processing inadeguato.
Le resine fotopolimeriche richiedono un ciclo rigoroso di lavaggio e post-polimerizzazione (post-curing) UV per raggiungere le proprietà meccaniche dichiarate nelle schede tecniche. Un lavaggio insufficiente lascia residui superficiali che inibiscono il curing, mentre un’esposizione UV errata può causare un degrado precoce del polimero.
1. Il Lavaggio: Rimozione della Resina Non Reagita
Il primo step critico è la rimozione della resina liquida residua. L’uso di solventi saturi o tempi di immersione errati compromette la qualità superficiale e le tolleranze dimensionali.
- Scelta del solvente: L’Alcool Isopropilico (IPA) al 99% è lo standard industriale, ma per alcune resine ingegneristiche (es. resine flessibili o ad alta temperatura) possono essere necessari solventi alternativi come il TPM (Tripropylene Glycol Monomethyl Ether).
- Saturazione: Un bagno di lavaggio con oltre il 10% di resina disciolta perde efficacia, lasciando una patina appiccicosa che polimerizzerà in modo irregolare.
- Tempi di immersione: Un’esposizione prolungata ai solventi causa il rigonfiamento (swelling) del polimero stampato, alterando le tolleranze e innescando micro-fratture interne.
2. Post-Curing UV e Termico: Raggiungere le Proprietà Meccaniche
La post-polimerizzazione è essenziale per massimizzare la resistenza a trazione, il modulo elastico e la stabilità termica (HDT) delle parti in resina. Tuttavia, un curing eccessivo porta a un infragilimento catastrofico.
- Lunghezza d’onda e Potenza: Le camere UV industriali devono corrispondere alla lunghezza d’onda di attivazione dei fotoiniziatori della resina (tipicamente 385 nm o 405 nm).
- Curing Termico: Per le resine ingegneristiche avanzate (es. simil-PEEK o resine per stampi a iniezione), l’aggiunta di calore durante l’esposizione UV accelera la mobilità molecolare, garantendo una conversione completa dei doppi legami senza sovraesporre la superficie ai raggi UV.
- Warping post-stampa: Se il componente viene curato senza supporti o con un’esposizione asimmetrica, le tensioni residue interne causeranno deformazioni permanenti. È fondamentale curare le parti in modo uniforme, preferibilmente mantenendo i supporti critici fino al termine del ciclo termico.
3. Strategie DfAM per il Post-Processing
Il Design for Additive Manufacturing (DfAM) non riguarda solo la fase di stampa, ma deve prevedere le sfide del post-processing:
- Progettare canali di scolo adeguati per evitare l’intrappolamento di resina liquida nelle cavità interne.
- Prevedere sovrametalli sulle superfici critiche che subiranno lavorazioni meccaniche successive.
- Ottimizzare le strutture di supporto (mesh e pilastri) per facilitarne la rimozione senza danneggiare le superfici funzionali.
Affidati agli Esperti per la Tua Produzione Additiva
Gestire internamente i complessi flussi di lavoro delle resine fotopolimeriche richiede attrezzature costose e competenze specifiche. Errori nel post-processing si traducono in scarti costosi e ritardi nello sviluppo prodotto.
Hai un progetto che richiede tolleranze strette e materiali performanti? Il team di 3D LabAloise è pronto ad analizzare i tuoi file CAD (STL, STEP) e a guidarti verso la tecnologia e il materiale più adatti alle tue esigenze industriali.
👉 Richiedi subito una valutazione gratuita del tuo progetto CAD.

